



 當前位置:
當前位置:

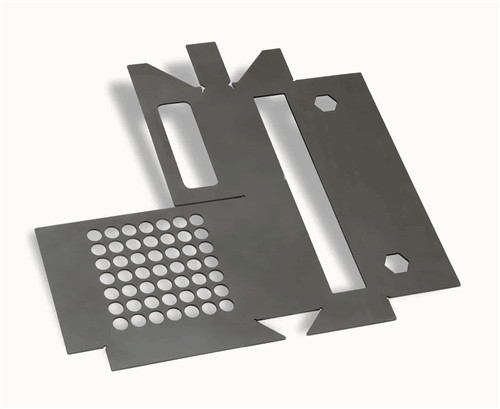
 鈑金加工
鈑金加工 推薦產品
推薦產品


 推薦新聞
推薦新聞


 在線留言
在線留言 詳情內容
詳情內容 四川機箱機柜加工廠與您介紹機柜焊接工藝:

1.服務器機柜的焊縫應整齊、均勻,不得有裂紋、咬邊、鑿槽、燒穿等缺陷。夾渣、氣孔、飛邊、凹坑等缺陷。應在外表面沒有,在內表面不明顯。
2.焊接應牢固可靠,零件外表面的焊料應填充到位,不留縫隙。
3.在服務器機柜的焊接操作過程中,不允許焊渣和電弧損壞部件的其他未焊接部分,尤其是外部可見部分。焊接后,應清除焊渣,包括清除因焊接飛濺而粘附在零件表面的各種顆粒。
4.焊接后,應對零件表面進行打磨和拋光,表面粗糙度值應為12.5。對于同一平面的一些焊接表面,處理后表面不應有可見的凸起和凹陷。
5.焊接工藝應盡可能消除焊接應力。焊接時應有工裝,不得有因焊接造成的零件變形。如有必要,工件應在焊接后進行校正。

