
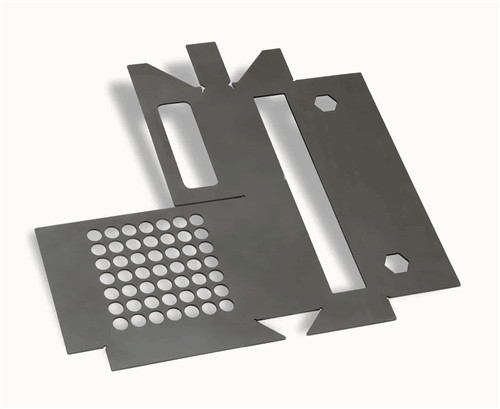



鑫鑄自動化設備專注于四川鈑金加工,不銹鋼加工等,擁有豐富的行業經驗,下面與大家分享鈑金加工過程中折彎工藝常見問題原因以及解決措施,趕緊來了解下吧。
一、彎邊不直,尺寸不穩定
原因:
1.設計過程不安排壓線或預彎
2.材料壓力不夠
3.凸模和凹模圓角上的不對稱磨損或不均勻彎曲應力
4.高度尺寸太小
解決方法:
1.設計壓線或預彎工藝
2.增加壓力
3.凸模和凹模之間的間隙均勻,圓角拋光
4.高度尺寸不能小于.小極限尺寸

二、工件的外表面在彎曲后被劃傷
原因:
1.原材料表面不光滑
2.沖頭的彎曲半徑太小
3、彎曲間隙過小的解決方案:
1.提高公母模的光潔度
2.增加沖頭的彎曲半徑
3.調整彎曲間隙
三、彎曲角度有裂紋
原因:
1.彎曲內徑太小
2.材料的晶粒方向平行于彎曲線
3.毛坯的毛刺朝外
4.金屬塑性差
解決方法:
1.增加沖頭的彎曲半徑
2.更改下料布局
3.毛刺變成了成品零件的內圓角
4.退火或使用軟材料
四、彎曲造成的孔變形
原因:
當通過彈性壓縮彎曲并通過孔定位時,彎曲臂的外側由于模具表面和工件外表面之間的摩擦而被拉動,定位孔變形。
解決方法:
1.采用形狀彎曲
2.增加推料器板的壓力
3.在推板上加麻面網格,增加摩擦力,防止工件彎曲時打滑
五、使曲面上的擠壓材料變薄
原因:
1.陰模圓角太小
2.公模和母模之間的間隙太小
解決方法:
1.增加陰模的圓角半徑
2.校正凸模和凹模之間的間隙
六、工件端面凸起或不平
原因:
1.彎曲時,材料的外表面沿周向拉伸產生收縮變形,內表面沿周向壓縮產生伸長變形,因此沿彎曲方向的彎曲端面產生鼓包現象。
解決方法:
1.工件的沖頭和沖模在沖壓的.后階段應該有足夠的壓力
2.使凹模圓角半徑與工件的外圓角相對應
3.增加流程并加以改進

七、凹部底部不平
原因:
1.材料本身是不均勻的
2.頂板與材料接觸面積小或頂力不夠
3.陰模中沒有推出器
解決方法:
1.找平材料
2.調整頂起裝置并增加頂起力
3.添加頂起裝置或進行校正
4.添加成型過程
八、彎曲后,兩個相互面對的孔的軸線是偏移的
原因:
材料的回彈會改變彎曲角度并使中心線偏移
解決方法:
1.添加校準程序
2.改進彎曲模結構,減少材料回彈
九、彎曲后,孔位置的尺寸精度無法保證
原因:
1.成品的展開尺寸不正確
2、材料反彈造成的
3.定位不穩定
解決方法:
1、準確計算毛坯尺寸
2.增加校正程序或改進彎曲模的成形結構
3.更改處理方法或增加流程的定位
十、彎曲線與兩孔中心線上不平行
原因:
當彎曲高度小于較小彎曲極限高度時,彎曲部分將向外凸出
解決方法:
1.增加彎曲部分的高度尺寸
2.改進彎曲零件的工藝
以上就是與大家分享的四川鈑金加工折彎工藝的常見問題了,想要了解更多加工工藝知識?歡迎關注我司網站資訊的實時更新。
 當前位置:
當前位置:

 熱門推薦
熱門推薦



