
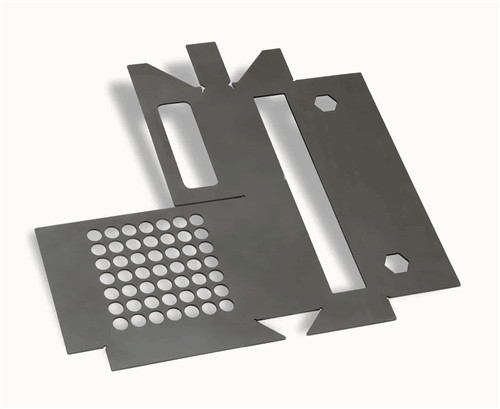



四川折彎加工應用于各行各業,如建筑裝飾、辦公設備、自動金融柜等。有很多東西又彎了。對于彎曲產品,我們一般評價彎曲件的質量和數量,質量分為彎曲件表面的尺寸和角度精度、壓痕、劃痕和翹曲,數量是指生產率。
下面我們來說下.常見的三種折彎方式
一.沖壓和彎曲
沖壓彎曲不僅精度高,而且產品中的R也很小,其壓力比緊密彎曲高5-8倍左右
V型槽密度:沖壓彎曲的V型槽密度小于封閉彎曲的V型槽密度,通常是板材厚度的5倍。這是為了減少工件的內部R,從而減少上模尖咬入工件內部R的量,并減少V型槽的面積,以獲得更高的表面壓力
壓縮極限:由于彎曲所需的壓力很高,SPCC的厚度不應超過2mm,SUS的厚度不應超過1.5mm,因為2mmSPCC材料沖壓彎曲所需的壓力為1100KN,模具的.大耐壓超過模具在1000KN時的耐壓值。(由于各種模具的耐壓值不同,并非所有模具都能加工2mmSOCC材料。)
沖壓彎曲問題:由于彎曲力大,必須增加機床噸位,增加模具磨損。只能使用耐高壓的模具

二.閉合彎曲
閉合彎曲是用較小的壓力移動良好彎曲精度的方法,也是常用的彎曲方法。下表顯示了下模的V形槽密度
工件的內部R:工件的內部R通常用ir表示。在緊密彎曲時,工件的內部R往往是下模V寬度的1/6(ir = V/6),但它們的IR根據材料的不同而不同,如SUS和al。
緊密彎曲模具的精度;
閉合彎曲后的角度會受到彎曲回彈的影響,因此在采用閉合彎曲時往往會考慮彎曲回彈。通常的解決方案是通過過度彎曲金屬板料的回彈來獲得目標角度。
具有小彎曲彈性的材料、形狀和板厚-90°模具
具有大彎曲彈性的材料、形狀和板厚-88模具
具有更大彎曲彈性的材料、形狀和板厚-84模具
緊密彎曲時,應遵循上下模角度相同的原則

三.懸掛彎曲
懸浮彎曲是材料的彎曲,只有A、B、C3點與模具接觸,而其他地方不與模具接觸
特征
1.其模具的加工角度很寬,加工角度不小于上模的尖角。180-30°范圍內的角度可以用30°模具加工
2.彎曲壓力非常小
3.彎曲角度精度不高
4.材料大幅反彈
v形槽的寬度一般為12t-15t
彎曲時的r一般為2t-2.5t
好了,關于四川折彎加工的一些小知識系列到此結束。不知道各位讀者有沒有學到。有問題可以在下面評論區說,我們可以一起交流討論。

 當前位置:
當前位置:

 熱門推薦
熱門推薦



