
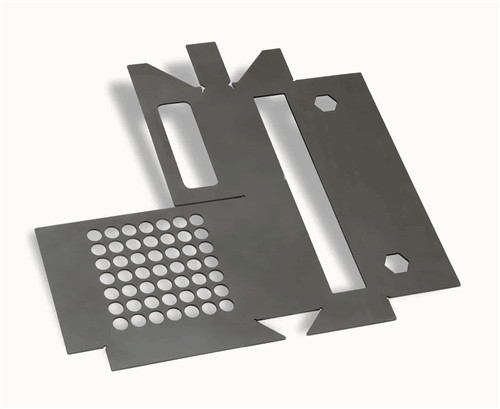



四川鈑金加工行業(yè)的發(fā)展往往會帶來很多額外的問題。 例如,如果工作量大,產(chǎn)品的錯誤率就會增加,問題零件也會增加。 基本上出現(xiàn)的問題集中在四川鈑金加工件的變形變形。 鈑金加工時的回彈程度不夠。
對于很多四川鈑金加工來說,由于鈑金件需要進(jìn)行大量的加工,特別是在零件的冷卻過程中,淬火介質(zhì)的種類、冷卻性能、淬透性等都與變形有關(guān)。 冷卻性能的變化可以通過改變介質(zhì)的粘度、溫度、液面壓力、使用添加劑、攪拌等來調(diào)節(jié)。淬火油的粘度越高,溫度越高,橢圓形變形越小。 在靜止?fàn)顟B(tài)下,變形很小。
在鍛件的熱處理中,減少變形的放置零件的方式是盡可能垂直懸掛; 在一個零件之間,第四個平放在耐熱鋼模具上。
鈑金加工減壓淬火是通過降低淬火介質(zhì)的液面壓力來延長汽膜階段,降低高溫區(qū)的冷卻速度,使零件各部分的冷卻速度均勻。 首先將零件從淬火溫度油冷到略高于Ms點的溫度,然后出爐并保持在大氣中,使零件整體溫度均勻,然后油冷,使 馬氏體相變均勻,變形不規(guī)則性大大改善。
以下可有效減少四川鈑金加工變形:鹽浴淬火; 高溫油淬; 減壓淬火; 一槽三段淬火。 鹽浴淬火類似于高溫油淬,都是在馬氏體轉(zhuǎn)變溫度下淬火,增加了馬氏體轉(zhuǎn)變的均勻性。
為防止焊接變形,工藝措施中應(yīng)了解的注意事項:
(1)選擇合適的焊接順序。 對于構(gòu)件較多的焊接結(jié)構(gòu),應(yīng)將構(gòu)件分別焊接矯正,然后組裝成一個整體。 這樣,變形比先組裝成一個整體再焊接的要小。

 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦



