



以前從來沒有想過,什么叫準備工作,想做的事立刻去做,就可以了。現在看來,真的不是那么簡單。本期小編將帶大家一起了解四川鈑金加工崗前準備工作的重要性,一起來看看吧。
鈑金車間,那些技術大拿為什么質量瑕疵不斷?就是因為直接干活,沒按要求做好相關輔助工作。
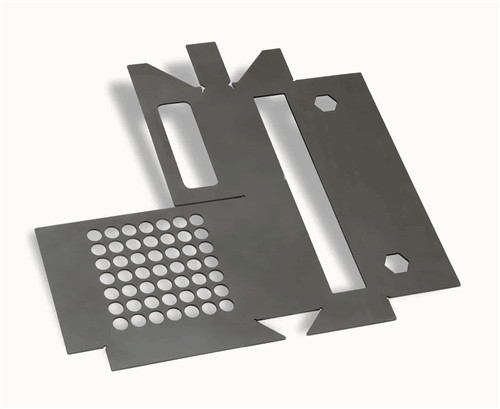
剪板開料
1、嚴格按照圖紙下料清單進行開料,要以節約用料形式進行核算后再進行剪板。
2、剪好的板材要按照工程名稱、編號進行合理擺放,不能影響板材變形、嚴重劃傷。
3、剪板組不得私自剪以大改小的半成品鋁板,在配料時盡量的把未入庫小料加以利用。
4、配料時仔細核查下料清單符不符合生產加工,如果發現清單有疑問要及時反饋給技術部進行溝通協調解決,不能隨便改變工藝。
沖床
1、操作時一定要熟悉圖紙工藝,然后再沖角、沖工藝孔、開槽等,在未沖角前一定要計算好定位尺寸。避免成型縫隙太大浪費焊接和粗磨時間等一系列工時。
2、沖角、沖孔合格的板材要按工程名稱,產品編號及規格進行擺放整齊,操作時要輕拿輕放。
折彎
1、在操作前要做好圖紙審核工作,如圖紙有問題立即反饋技術部或找相關領導溝通協調處理,確定圖紙沒問題再開始操作生產。
2、檢查圖紙無誤后再做首件制作,檢驗合格后方可批量生產。
3、操作時要選用適當的刀模、刀具、用廢料進行調試設備。
4、加工時一定要輕拿輕放,對加工好的成品要擺放整齊,分類擺放。
5、輥弧板加工要進行板面保護,不能擦傷板面,反滾順滾產品兩端都要平滑,不能影響板面變形,如受設備影響板面變形,一定要修理合格,要按照相關樣板校正,嚴格按圖加工。
焊接
1、要保持焊接平臺干凈無雜物,以免劃傷板面。
2、嚴格按照圖紙焊接,保證尺寸準確,角度符合,弧度一致。
3、焊接時要注意板面平整度,焊接部位變形太大需要適當用水降溫,焊接部位整齊、平整。
4、產品點焊部位焊點不能小于10mm,焊接要飽滿,焊疤不能過大,焊接時要撕掉板面的保護膜。
5、已焊接好的產品要堆放整齊,合理分類擺放,特別是弧形板一定要擺放合理,不能擠壓變形。
組裝
1、要保持臺面干凈,不能有雜物,以免劃傷板面。
2、要按照圖紙安裝加強筋,要以600mm間距為標準,如有特殊要求按特殊要求安裝。安裝不能傾斜,要尺寸一致。種釘電流要適當,不能過大或過小,種釘要牢固,更不能影響板面變形,不能隨便更改工藝。焊接板要在焊接地方加筋,種釘間距不能超過250mm,焊接邊種釘不能超過100mm間距。
3、需要加筋的不能漏加,操作完成的產品,按工程擺放整齊。板件不能堆放過多以防壓壞產品,操作時要輕拿輕放,不能劃傷板面。
4、安裝角碼一定要按圖紙要求安裝,操作之前要清理好臺面上一切雜物,特別是鉚釘頭一定要隨時清理,以免劃傷板面。不能漏裝、錯裝角碼。角碼要牢固,不能松動。不合格的角碼不能安裝。
5、角碼安裝好的產品一定要按工程名稱,產品規格擺放整齊,面對面擺放好,角碼不能劃傷板面,不能平放的產品一定要豎起擺放,特別是弧形板,不能讓產品變形,操作要輕拿輕放。
粗磨
1、首先要清理工作臺上一切雜物,以免劃傷板面。
2、所有焊接部位的焊疤要磨到與板面一樣平整,尖角要清晰,菱角與折彎角要打磨一致,線條要直。
3、操作時要輕拿輕放,如發現有焊疤不合格的產品要及時退回處理。
4、發現有產品變形須修復合格才能流到下道工序。
5、操作完成的產品要面對面擺放整齊,按工程分類擺放,不能有劃傷、擠壓、變形,一定要輕拿輕放。

細磨
1、首先清理工作臺上的一切雜物,要撕掉板面的保護膜。
2、操作時要磨掉板面上的劃傷,以手感鑒別為準,尖角要清晰,線條要直,菱角與折彎角要打磨一致,板面不能有砂碟印痕,不同的劃傷要用不同型號的砂碟,如出現產品板面有凹凸點須修好,不合格的產品決不能流入下道工序。
3、打磨完好的產品要輕拿輕放,按工程名稱、規格型號擺放整齊,產品堆放不能過多,面對面擺放,角碼不能劃傷板面,不能平放的產品一定要豎起擺放。
以上四川鈑金加工內容分享就到這里,不知道各位對小編的解答滿不滿意呢?如果有需要補充或者想了解的地方,歡迎給小編留言哦。
 當前位置:
當前位置:

 熱門推薦
熱門推薦



