



 當前位置:
當前位置:

 鈑金加工
鈑金加工 推薦產品
推薦產品


 推薦新聞
推薦新聞


 在線留言
在線留言 詳情內容
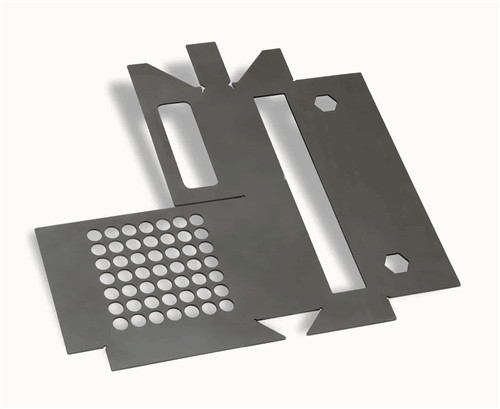
詳情內容 成都金屬制品激光切割加工方式:

1.車螺紋:工件材質為1Cr18Ni9Ti,螺紋規格為M20×2.5。原YG8硬質合金,Vc=10 m/min,f=2.5 mm/r,AP = 0.3 ~ 0.4 mm,不能一次加工一件。使用813硬質合金,在Vc=36 m/min的條件下可加工兩件以上,效率和刀具耐用度可提高兩倍以上
2.車削:工件材質為1Cr18Ni9Ti,工件尺寸為900mm× 720mm。原YG8硬質合金車刀幾何參數G0 = 15 ~ 18,A0 = 6 ~ 8,KR = 75,LS =-5 ~-8。切削參數為Vc=28 m/min,AP = 0.3 ~ 0.5 mm,f=0.16mm/r,完成一刀車削需要28次車削,工件表面切削痕跡明顯。之后使用了YG8N硬質合金車刀,除切削速度提高到42.4m/min外,其他條件相同。車削完一個外圓后,只需磨刀五次,工件表面粗糙度Ra為3.2μm,切削痕跡不明顯。
3.銑削:工件材料為Cr17Ni2,切削參數為VC = 90 ~ 100 m/min,AP = 3 ~ 4 mm,AF = 0.15 mm/z,刀具為可轉位立銑刀,刀具材料為YW4,刀具幾何參數為G0 = 5,A0 = 8,KR = 75,LS = 5。工具壽命為41分鐘。

