



 當前位置:
當前位置:

 鈑金加工
鈑金加工 推薦產品
推薦產品


 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內容
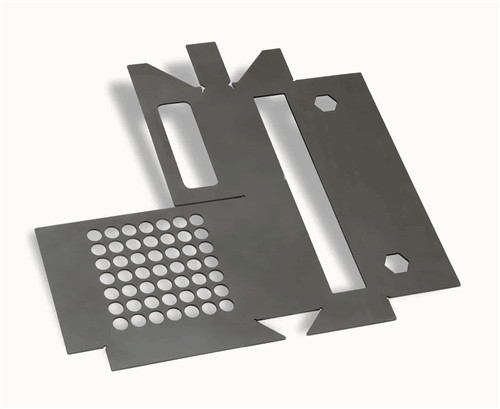
詳情內容 四川剪板折彎加工要求和注意事項:

剪板折彎加工是金屬加工中常用的方法之一。
每種金屬的材質不同,所以加工的強度也不同。如果用力過猛,可能會導致材料斷裂,可以選擇硬度較低的材料進行操作。與其他材料相比,這種材料確實降低了斷裂的概率。
彎曲時要注意另一個方面,就是每個彎曲的地方需要有不同的角度,這就需要折彎機在彎曲時均勻分配加工強度。任何時候,彎曲后的形狀都離不開模具加工過程中的每一道工序。
如果是同角度,彎曲不變,加工可以批量保持在同一水平,高水平,這樣做出來的東西變化比較小。如果有什么問題,可控性就更容易了。
加工時,應根據圖紙上的尺寸進行,材料的厚度決定了彎曲時使用的刀具和刀槽。如果選擇錯誤,會出現產品與刀具碰撞產生的變形,需要選擇合適的。
另外是彎曲的順序。彎曲一般從內到外,從小到大,從特殊到普通。先將帶待壓邊的工件彎成30-40°,然后用平模將工件壓死。
當剪板折彎加工,應注意校準后的拉動,以避免工件在彎曲過程中變形。彎曲大型工件內部時,由于工件形狀大,彎曲面積小,很難定位工件或損壞彎曲工件。這樣,從兩個方向進行定位,可以使定位更加方便,提高加工保護,避免工件損壞。
沖壓和剪切時需要較高的壓力,當刀間間隙準確時,不會出現剪切不良和加工硬化。此時,盡可能使用等離子或激光切割。如果必須使用氣割或電弧切割,熱影響區可根據需要進行研磨和熱處理。

