



 當前位置:
當前位置:

 四川鈑金加工
四川鈑金加工 推薦產品
推薦產品


 推薦新聞
推薦新聞


 在線留言
在線留言 詳情內容
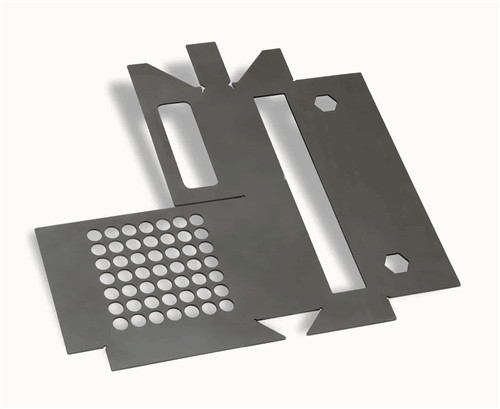
詳情內容 四川鈑金折彎加工工藝及要點:

一、折彎前的準備
1、檢查材料的長度、寬度和厚度,板材應清理干凈,周邊去毛刺。
2.不同的折彎圓角用不同R的上模折彎,不同厚度的鋼板用不同深度的下模折彎。
3.將工件與圖紙進行對比,確認展開后的形狀、加工尺寸、材料厚度、加工工藝要求、圖紙投影方式、前道工序完成情況、工件正反面;
4.將尺寸與工件的實際切削長度進行比較,根據圖紙尺寸確定折彎控制的尺寸和方法。
5.設備調整:上下模調整。
二、折彎模具的選擇
1.折彎下模一般根據工件的板厚確定,折彎坡口類型一般選擇為折彎 6倍板厚。注意:當90折彎“v”型槽的.小寬度不得小于4t。(以上為3mm以下的板材。)當板材厚度大于3毫米時,選擇8-10倍板材厚度的下模。
2.充分考慮成形過程中可能出現的異常情況,如工件折邊碰撞等。
三、首件折彎
根據圖紙,參考技術要求,編程加工;進行首件檢查。檢驗應嚴格按照圖紙進行,首件檢驗合格后方可加工。工件應存放在托盤上,以避免擦傷。對于..個不能一次成形的零件,操作員應計算剩余的擴展尺寸是否能滿足成形尺寸公差。
四、折彎順序
1.折彎:測試折彎檢查調整尺寸折彎檢查;
2.按照“先里后外,先小后大,先復雜后簡單”的順序排列;.重要的是依靠它的實際形態,在操作上與現實相結合。
五、過程控制
表面質量控制:工件成型后不得有明顯壓痕、模縫痕跡等缺陷,以手感不澀為準;用于氧化部件、電解部件、鍍鋁鋅板等。必須在下部“V”形槽和工件之間放置特殊保護膜;工件不得隨意拖拉、拉扯或拖拉,以免劃傷。

